
Film 압출 기술
T-die Cast Extrusion

용융수지가 압출기 평판 다이의 슬릿트(Slit)를 통해 시트 및 필름 형태로 압출된다. 다이의 모양이 T자 형태로 있기 때문에 T-die 공법으로 불리우며, 용융된 폴리머는 다이내에서 좌우로 확산되어 T자 위의 횡부분에서 압출된다. T-die에서 압출된 필름은 냉각롤(Chill-roll)을 통해 냉각되면서 광택이 생기며, 이후 공냉 과정을 거쳐 사이드 트리밍(Side trimming)후 롤 형태로 권취된다. 일반적으로 인플레이션(Blown) 필름 대비 투명성 및 광택성이 우수하며 두께 편차가 적은 장점이 있어 광학용 제품을 생산하기에 적합하나, 설비가 고가인 단점이 있다.

Blown Extrusion
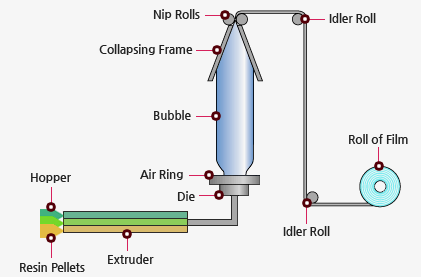
용융수지가 압출기 원형 다이를 통해 튜브 형태의 버블을 형성하고 이 버블 내부에 일정 수준의 공기를 불어 넣어 필름 폭을 결정한 후, 닙롤에 의해 접혀지고 Tube로 권취된다. 이 방법을 인플레이션 또는 튜브 공법이라 하는데 풍선을 팽창시킨 것과 비슷하다고 생각하면 쉽다.
Blown 압출 필름의 경우 팽창비 조정에 따른 분자배향 조절이 가능하므로 MD,TD 양방향 물성의 균형을 맞출 수 있는 장점이 있다. 용융 수지의 압출 방식은 상향식과 하향식 두 가지 방법이 있으며, 냉각 방법 또한 공냉식과 수냉식 두 가지로 나뉜다. 냉각 속도에 따라 수지의 결정 구조가 변화되므로 수냉법의 경우 투명성이 우수한 필름을 만들 수 있다.
Extrusion Coating

Extrusion coating, 2layers

Extrusion coating, 3layers

Extrusion coating by coextrusion, 2~5layers
용융수지가 압출기 평판 다이의 슬릿트(Slit)를 통해 시트 및 필름 형태로 압출된다. 필름상으로 종이, 필름(PET,PE,PP 외) 알루미늄박, 천 등의 기재 위에 코팅되는 방식으로 두께 편차가 우수한 제품을 생산할 수 있는 장점을 갖는다.